複合旋盤による自動加工で工程削減・品質安定・コストカットに。
NEWS
小田原市のNC旋盤加工・CNC自動複合旋盤なら【株式会社明光製作所】
8:00〜17:00(平日/土日休)
NEWS
2025.11.07
シャフト加工は、回転体や摺動部品の性能を左右する重要な工程です。
外径寸法や真円度のわずかな誤差が、組付け精度や耐久性に影響します。
株式会社 明光製作所(神奈川県小田原市)では、
自動旋盤による精密切削とセンタレス研磨による高精度仕上げを組み合わせ、
Φ2〜Φ20クラスの精密シャフト加工に幅広く対応しています。
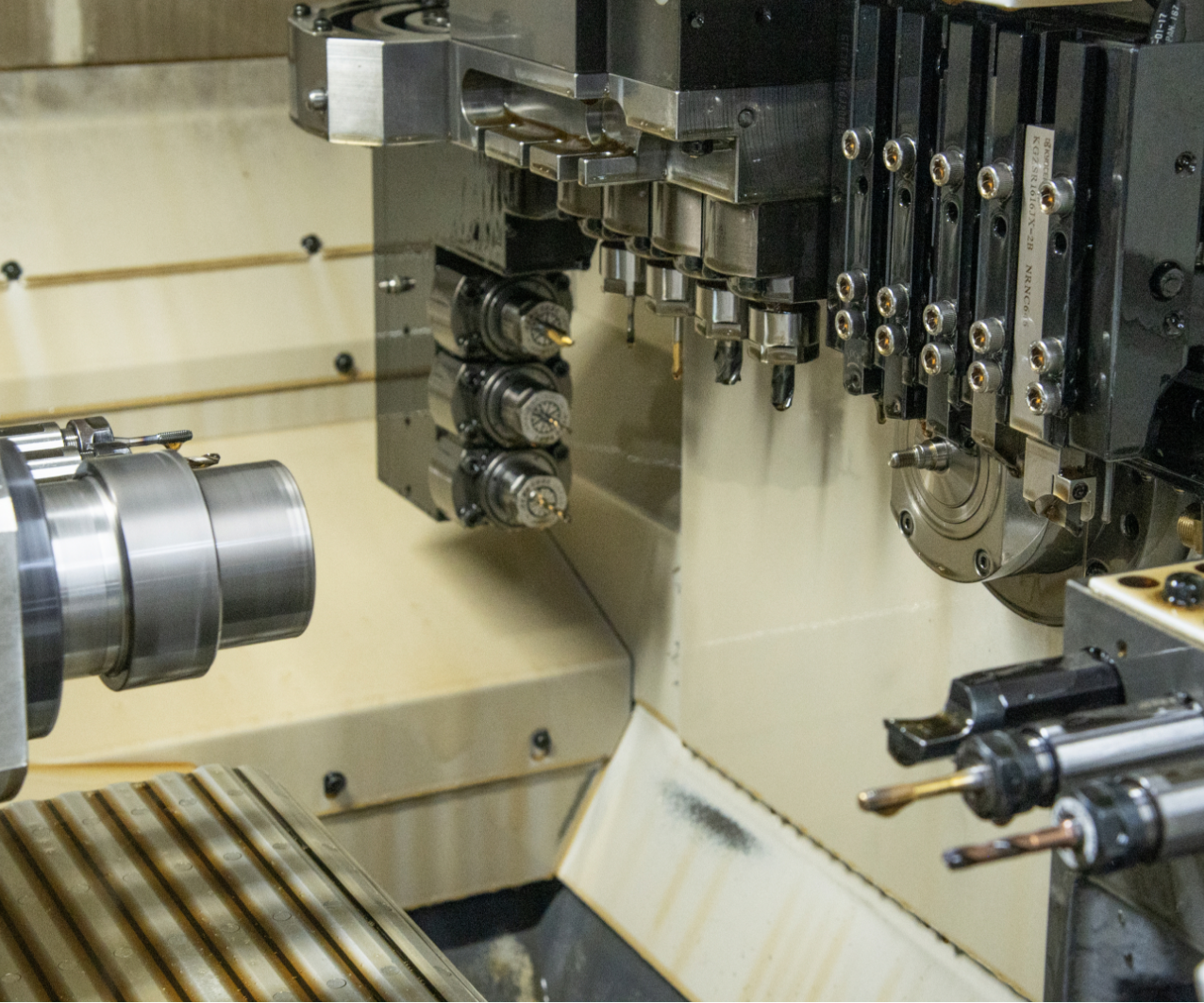
■ 自動旋盤による高精度な一次加工
明光製作所では、CNC自動旋盤(Citizen L20など)を使用し、
Φ2〜Φ20程度までのシャフト径に対応しています。
段付き、ネジ、穴あけなどの複雑な形状をワンチャックで連続加工できるため、
段取り誤差を最小限に抑え、高い同芯度・真円度を確保。
主軸と背軸の同時加工によりタクトを短縮し、
量産時にも±0.005mmクラスの精度を安定して維持します。
工具摩耗や熱変化を考慮した補正を行い、
厳しい公差が求められる製品でも安定した再現性を確保しています。
■ センタレス研磨による仕上げ精度の追い込み
自動旋盤での加工後、外径の精度や表面品質をさらに高めるためにセンタレス研磨を行います。
センタレス研磨は、砥石と調整車の間でワークを回転させながら研削する方式で、
偏心や曲がりを抑え、真円度・表面粗さを高いレベルで仕上げることができます。
対応径はΦ15程度までで、
外径公差 g6クラス(−0.007/−0.020)、真円度 5μm以内 の精度にも対応可能。
表面粗さ Ra0.4μm以下 の滑らかな鏡面仕上げを得ることができ、
モータシャフトや摺動部品など、回転精度が求められる用途に最適です。
⚠️ 非磁性ステンレス材のセンタレス研磨について
**非磁性ステンレス(磁石が付かない材質:SUS304など)**は、
センタレス研磨では対応できません。
これは、材質が粘り強く延性が高いため、研削中に砥石との間で**「かじり」や「焼け」**が発生しやすく、
加工面がかじったような荒れた状態になってしまうためです。
そのため明光製作所では、SUS304などの非磁性ステンレス材については
自動旋盤による切削仕上げで対応し、かじりのない滑らかな加工面を確保しています。
■ 品質管理と検査体制
対応径:自動旋盤 Φ2〜Φ20程度、センタレス研磨 Φ15程度まで
対応材質:真鍮、炭素鋼、磁性ステンレス、アルミ、銅合金など
公差実績:±0.005mmクラスまで
検査方法:マイクロメータ、工具顕微鏡
加工から検査までを社内一貫で管理し、
寸法変動を記録・分析して再現性を高めています。
■ まとめ
株式会社 明光製作所では、
自動旋盤による高精度切削とセンタレス研磨による仕上げを組み合わせ、
Φ2〜Φ20クラスの精密シャフトで高い寸法精度と表面品質を両立しています。
磁性材(鉄系、SUS430系など)にはセンタレス研磨、
非磁性材(SUS304など)には切削仕上げなど、
材質に応じた最適な工法を選定し、安定した品質を提供しています。
おはようございます😃
— 明光製作所3代目【CNC自動複合旋盤で精密部品加工 兄弟経営&子育てパパ】 (@Meikou_s) March 8, 2024
久しぶりの朝の挨拶です。
先日、集合写真を撮ってもらう機会があり、良い写真だったのでこちらに上げさせてもらいました!!
明光製作所はこのメンバーにプラスもう1名でやっています。
みなさまどうぞ宜しくお願い致します🙇♂️#金曜日は金属の日 pic.twitter.com/3MeZ6tDKwh

